

Watch Movement Finishing Requirements
We’ll look at all those updated requirements in a bit, but since ensuring a very high quality of watch movement decoration remains the primary objective for the Geneva Seal, we’ll begin with the decoration processes of movement components.
The requirements of the Hallmark of Geneva very accurately specify all qualities of every single component that can possibly be used in a watch movement. First and foremost: components made of polymers, for the time being, are not permitted. Timelab does mention, though, that “at any time the criteria (can be adapted) according to the development of new materials in watchmaking.” So while basically any materials can be used for the case – carbon is perfectly fine, for example – for the movement, only traditional materials can be used. Polymer components, of course, do not include steel, German silver, and the most widely used material of them all: rhodium plated brass – so these and all other traditional materials can be used for the construction of Geneva Seal calibers.
Baseplates, plates, as well as “shaped parts and supplies” – basically everything – in the movement have to have:
- Polished chamfers,
- Straight-grained sides,
- Circular-graining or finishes that eliminate all machining traces,
- Smoothed down bridge supports,
- Polished bevels in holes and recesses,
- Polished sinks for jewel holes.

Furthermore:
- Screw heads have to be polished or circular-grained with chamfered edges and slots,
- Domed screw heads have to be polished or circular grained,
- Coloring is permitted provided the finish conforms,
- The end of the screw foot must be polished and have no trace of its detachment,
- The flat or domed ends of pins must be polished,
- All parts that are not mentioned in the technical regulations must comply with the requirements laid down in the homologation of the calibre.

This means a lot of time is spent on making sure that all movement components are manufactured and finished in a way that they meet these strict and well-defined requirements. How much extra effort does it exactly require to create a Geneva Seal movement rather than a merely “high quality” one? We asked that question to Grégory Bruttin, Roger Dubuis’s R&D and Watchmaking Director, and he said that the additional hand-finishing performed on all these parts render the final movement 50% more expensive than a non-certified one.

Before you freak out, this is of course not at all to say that all Geneva Seal movements are that much more expensive to make than any other non-hallmarked caliber – there is no shortage of remarkably beautiful and extremely high-quality movements made without the Seal. What it does say, though, is that the same movement with a larger amount of automated (or completely omitted) decoration would be about 2/3rd the cost of a Geneva Seal-certified one.

Throughout this article, you have already seen a number of images illustrating the different watch decoration techniques, but let’s take a closer look at these processes now. The most imminently visible – and hence probably the most important – finishing is the one done to the larger, upper surface areas of plates and bridges. While Roger Dubuis does manufacture a large number of skeletonized movements, this nonetheless remains an unquestionably vital point of all watches.

Côtes de Genève striping is the most prominent decoration: these extremely finely crafted stripes have a very thoughtfully designed width and depth so as to ensure the aesthetic results. Watch brands tend to have their own style that they develop through varying these two parameters of the Geneva striping – on Roger Dubuis movements, these are on the slimmer side with a very refined depth that provides more of a glimmering effect than the appearance of grooves cut deep into the metal.

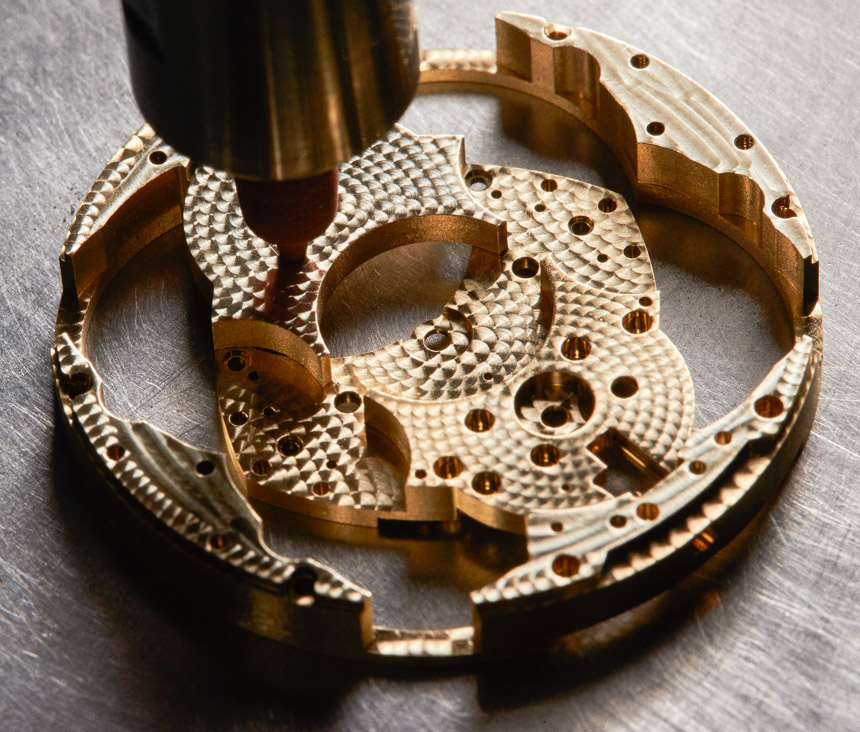
Circular graining or perlage is typically used to remove machining traces from the surfaces of parts that are located deeper inside the movement – you scarcely see entire top plates covered in these small polished circles. Perlage can be either hand applied or performed by a machine: in the image one above are two of the craftspeople who work on applying perlage to movement plates by hand. The machine is operated by two hands: with one hand, a lever – that is linked to the machining tip that applies the graining – is pulled down with just the right force and for the right amount of time to create a visible, but not-too-deep or harsh-looking circular groove. With the other hand, the piece can be rotated around. Here, what requires extra attention is to move the piece by the exact right increment so that the edge of the next circle falls on the center of the previous one.

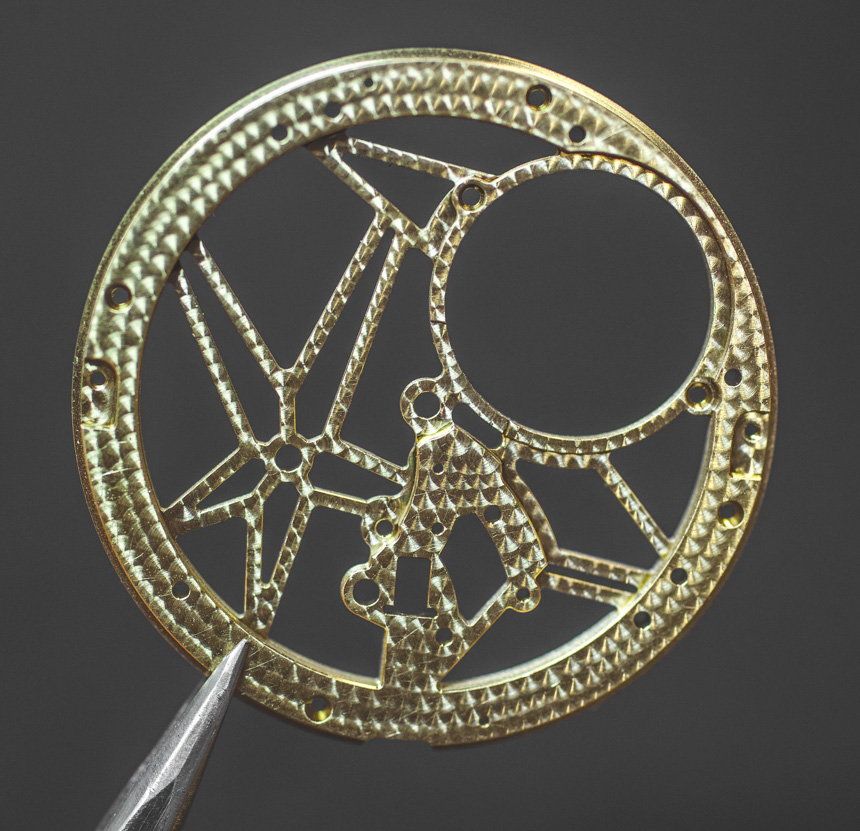
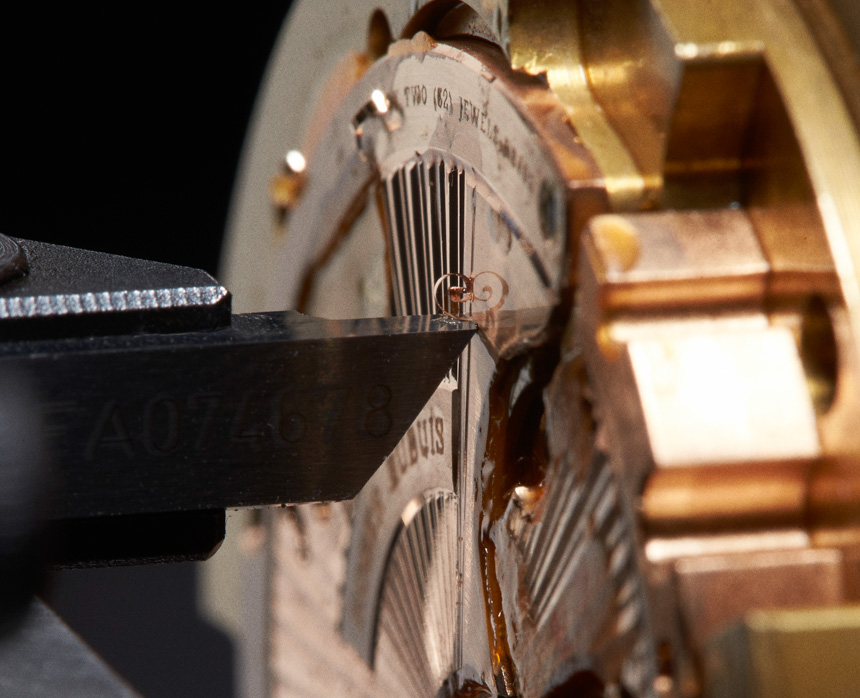
The sides of components must be straight-grained – again, in line with the aforementioned requirement of the Geneva Seal that all machining traces must be removed. As you can see above, this is done at an early stage of the decoration process on a relatively rough piece – before more intricate detailing work such as perlage, striping, or anglage are performed.

Anglage, i.e., chamfered edges on movement plates (and as we’ll see in a bit, also on wheels and pinions), is a key element among haute horlogerie finishing techniques. Like all other surface treatments, this serves not merely an aesthetic purpose but a functional one as well: raw edges on parts can have microscopic cracks and other imperfections that, for one, look unacceptable on a high quality movement and, second, render the component in question much more prone to rusting.
As such, the edges of parts are cut away at an angle and then this surface is polished to make it smooth and lend it contrast against the somewhat more matte-looking finish of striped top surfaces.

What you see above is certainly one of the most excessive parts of Geneva Seal finishing requirements: the polishing of pinions and wheels. Here’s what needs to be done:
- They must be chamfered above and below, for wheels 0.15mm thick or less, a single chamfer is allowed,
- They must have polished sinks, for wheels less than 0.15mm thick, a single sink is allowed,
- The crossing, hub, and rim of the wheels must be chamfered,
- The functional parts of the pivot-shanks and pivots, including their faces, must be burnished. The other parts must be finished so as to eliminate all machining traces,
- The pinion faces must be finished so as to remove all machining traces, without rounding off their edges and/or flattening out burrs. Polishing, grinding, or any other finishing operations are acceptable provided they do not contravene the foregoing requirements,
- The pinion leaves must be polished without modifying the functional part of their tips.
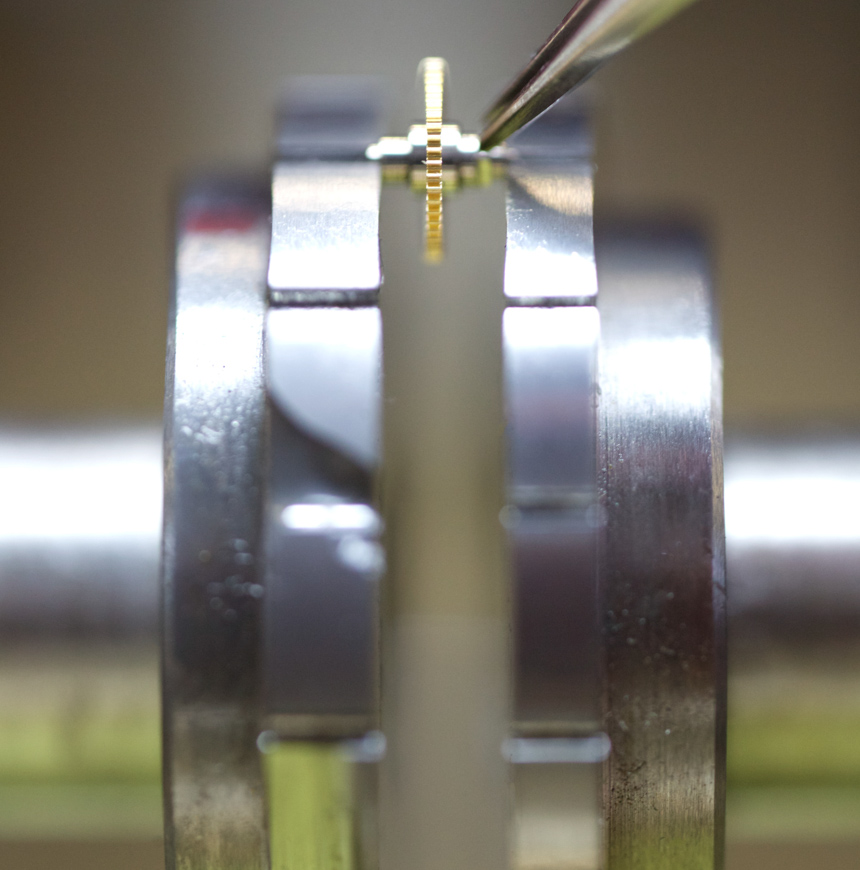

In practice, this means that some pinions are polished on a surface area only 0.3mm2, while even the sometimes only 0.15mm-tall pinion teeth are also individually polished. This is a fun operation to try and capture with photography, as when you can see the machine and the operator’s hand, you simply cannot see the pinion – it is just so tiny that the polishing wheel and the tweezers obscure the view entirely.
Still, this is an important step as one of the key universal rules of the Geneva Seal that applies to all components is the complete lack of unfinished surfaces where machining traces would be visible. When looking at a watch movement through a sapphire caseback (or in the case of a large number of Roger Dubuis watches, the front), all these minuscule details will add up to an overall viewing experience that was designed and certified to impress.
Unsurprisingly, parameters of the escapement, this vital component of a mechanical movement, are also heavily regulated.
- For movements with a total diameter exceeding 18mm, the thickness of the escape-wheel must not exceed 0.16mm and the locking-faces of its teeth must be polished,
- For movements with a total diameter of less than 18mm, the thickness of the escape-wheel must not exceed 0.13mm and the locking-faces of its teeth must be polished.
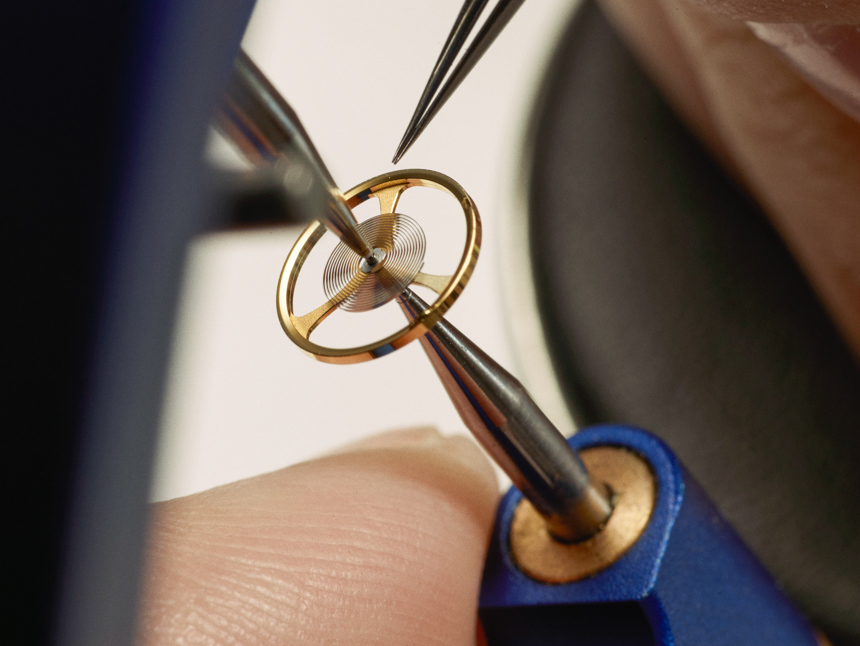
- Balance-wheels adjusted by variable inertia are “acceptable” – which is a funny way of putting it, as balance wheels with variable inertia screws are often considered to be visually and “historically” superior.
- Notably, the balance-spring fitting (pinning up to the stud and collet, and counting the spring) may be undertaken outside the Canton of Geneva – this is to allow external suppliers of these crucial and most often outsourced parts

Another common type of finishing is “black mirror polishing.” This is performed entirely by hand, as it is achieved by creating an extremely flat top surface on the component. Primarily used for tourbillon cages and some other parts such as cams and larger springs, the component is moved around in a figure eight on an abrasive paste to create a genuinely, perfectly even and flat surface. When that is achieved, it will act like a mirror in the sense that it will reflect light brightly or, when held at the right angle, will appear to be pitch black. It is an ancient technique that is very labor intensive, but then again, one that makes these parts contrast nicely against the other components in the movement.

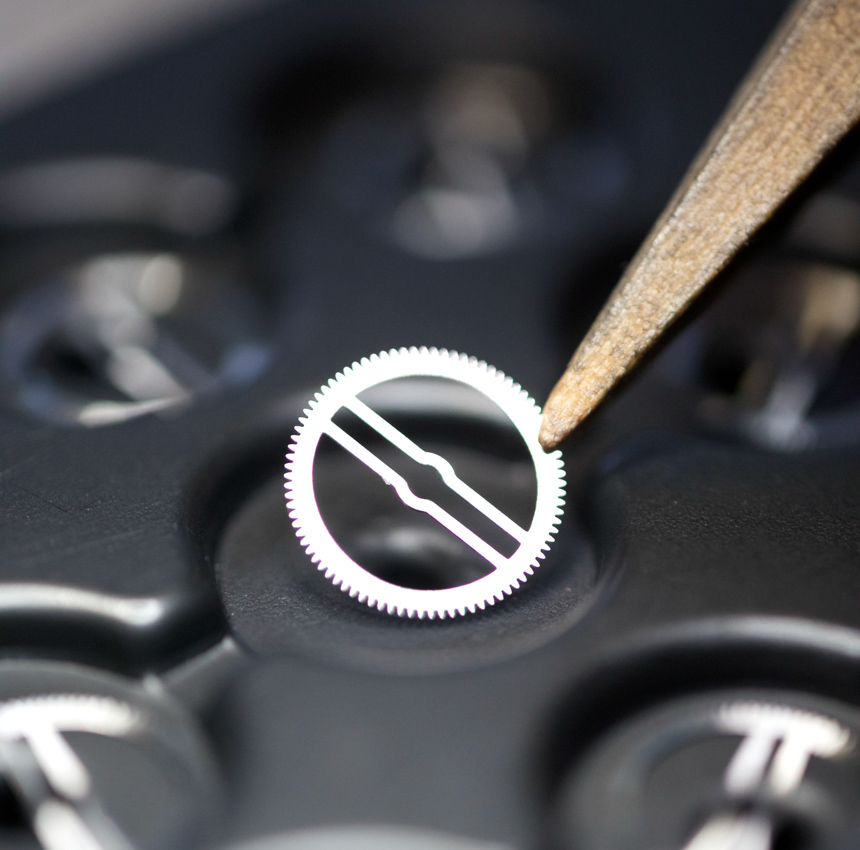
Decorations on parts other than plates, bridges, pinions, and wheels appear to be not regulated with such extensive specifics, but that doesn’t mean they couldn’t or shouldn’t be lavishly decorated, of course. Since we are on the subject of aesthetic refinements, let us take just a quick look at guilloche – a special type of engraving performed on a winding rotor and shown in the two images above. It is used to create deeper – but not less intricate – grooves in the surface, that reflect light in a way that cannot be imitated by any other finishing technique.