
Being a so-called “Manufacture” in the Swiss watch making industry has probably never been as important as it is today. To be clear, a manufacture is commonly defined as a company that makes most all components itself (and hence probably in Switzerland), with the possibly acceptable exclusion of jewels, the hairspring, and the crystal. This previously unseen craze in regard to being a vertically integrated manufacturer has been brought about by two different causes: for one, it is the Swatch Group’s decision to cut the amount of supplied ETA-movements to non-Swatch companies; and second, the recent marketing “strategies” that created a perception of added value and prestige around the status of being a manufacture. During the last decade or so we have even seen a few brands try and achieve this status prematurely – and the result of those trials clearly highlighted some of the difficulties linked to this Herculean task.
The main challenge to becoming a manufacture is mastering the more than 40 trades that are directly linked to the creation of the components found in a fine watch. Now, the reason why achieving all this does not happen over night, for one, is the lack of skilled human resources, and second, is the years required to properly train them and provide the necessary state of the art tools that would allow them to practice their trades. So how does that lead us to Julien Coudray 1518, this minor manufacture (yes, that) in Le Locle? My first encounter with the brand took place in London, late last year at the SalonQP. I had heard about Julien Coudray 1518 before, but it was the first time I met them in person. They exhibited with a dial enameling workshop, with a young and very talented enameler working on a design.
Following a more in-depth discussion – in which I learned new details about the brand and how they claim to make fewer than 50 watches a year and perform all related tasks completely in-house – I knew I wanted to go and see their manufacture for myself. Not much later, we made that happen, so we can now show you what (and why) it takes 45 men and women to make less than 50 finer-than-fine watches a year. Seeing this process will shed light on at least some of the reasons why there are so incredibly few true manufactures in Switzerland today.

A Brief Look At The Industry As A Whole
Allow me one very brief look into Swiss watch making history, and then we’ll begin the tour, I promise. Above, I mentioned that becoming a manufacture is a “previously unseen craze,” and there is a reason why I said that. For centuries, the Swiss watch industry had its own – dozens, or at times even hundreds of – dedicated, specialized component manufacturers. These workshops were the absolute experts when it came to creating some of the most delicate parts such as the hairspring, fine wheels and pinions, even cases. Others were dedicated to building ébauches, so called “blank movements,” that contained most plates, bridges and wheels, but lacked the escapement and the mainspring. Finally, “manufactures,” or rather établisseurs, were those who bought these ébauches and all other fine components from these external suppliers and used them to create complete movements, which they then decorated, regulated, cased and, of course, branded.
They had good reason for this: mastering the different trades was, and still is, an immense challenge – and we can say that for long, performing everything under the same roof was not that important for the end consumer either. While one person can – and at some brands does – assemble a watch from scratch to finish, little is told about the dial painters, engravers and engineers for whom it often takes just as much time to become an expert in their field as it does for a master watchmaker. And since external suppliers have been a reliable source for decades and even centuries, there really was little sense in having just a handful of them work at the same company. So why do brands still want to become vertically integrated facilities that make just about everything themselves?

Well, firstly because it provides them improved flexibility and faster realization when it comes to making customized components. Second, because it grants them independence from external companies, and third, it is a very powerful marketing tool. Many brands strive to get to this point, and without exception, every single one of them have to face either the shortage of trained craftsmen, the lack of financial abilities to back up their plans… or both.
But what if I told you that there is a small, independent company that truly makes everything for their watches themselves and is so obsessed with what they do and how they do it, that it actually made me think: we might just be witnessing the birth of a new Patek Philippe. Bold statement, right? Right. But bear with me, because you will get to decide that for yourself, as we are about to have a special, in-depth look into what it takes to make a watch at Julien Coudray.

The Concept Behind Julien Coudray 1518
Julien Coudray 1518 was established by Fabien Lamarche after working at prestigious brands like Breguet, Roger Dubuis, L. Leroy and Zenith in different positions linked to product management and prototype manufacturing. In 2007, he decided that he would finally set out to realize what I believe is the life-long dream and aspiration of the majority of those working in the watchmaking industry: to establish his own manufacture.
The brand debuted in 2012 after Fabian managed to gather his team of experts in the dozens of different trades and crafts related to watch manufacturing. The concept behind Julien Coudray 1518 – and this is the reason why he chose to make watches under this name – was that he wanted to make watches what we could call “the old-school way,” so old-school in fact, that his watches would not incorporate any glued or painted components (other than enamel painting).

Every color has to be achieved by heating the material, everything has to be friction-fit or held together by screws. All dials are hand-painted enamel and every component of every movement is hand-finished. The sole reason behind this true obsession with traditional methods is durability: unlike glued and painted components, screwed parts, heated hands and enameled dials are known to stand the test of time.
Last but certainly not least, every movement has to be made of the same metal as the case of the watch – red gold cases necessitate red gold movements, white gold cases go with white gold movements… and yes, platinum cases are matched with platinum movements, with Julien Coudray being the only, and most likely the first manufacture ever to craft movements from platinum. There are some other unique treats to their watches and how they are presented, but we will take a look at those only after we have acquainted ourselves with the process of how they came to be.

Julien Coudray Manufactura 1528 Watch Casebacks With Cases And Movements In Red Gold, Yellow Gold, White Gold, And Platinum
Beginning The Tour
Perhaps one of the best indications of how complicated it is to design, manufacture and assemble a watch from scratch, to the finished, reliable, and beautiful product, is that a manufacture as potent and well-equipped as Julien Coudray still makes time-only watches with hour, minute, and second hands, and a service indicator (which we will discuss later), with a tourbillon-version being the most complicated piece in their selection. No perpetual calendars, chronographs, or other complications – just time-only watches. The primary reason for this is what most watch enthusiasts who have studied a watch movement more closely will certainly know: a watch movement is mind-bogglingly complicated.
The tolerances, the way power-transmission is to be dealt with, reliability and accuracy issues are all just the top of the iceberg. The rest of it all remains mostly unseen, as we only see the finished product glittering in all its beauty, sealed away from the world by a sapphire case back. We will discuss most challenges linked to crafting a movement in-house further on, but now, let’s kick things off at the beginning: research and development.
With only about four dozen employees working at the company, the R&D department comprises only two engineers – one of whom was actually providing training to his younger colleague. On this note we will add that in the majority of departments of the brand there was one master craftsman at work who has been teaching the secrets of his craft to a trainee – hence keeping the know-how and manufacturing traditions alive.
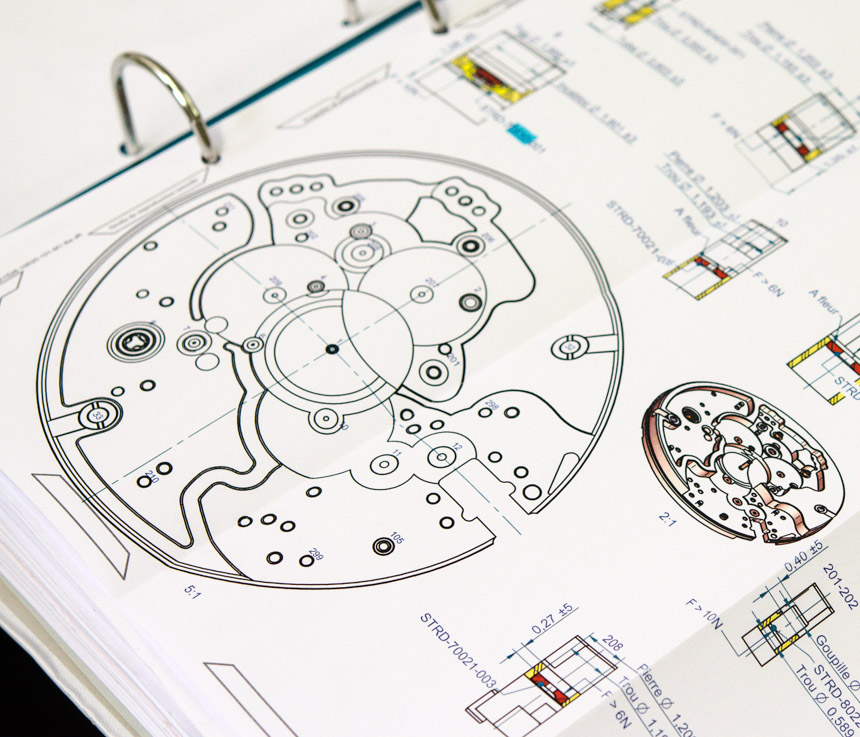
I would suggest taking a closer look at the image above, as it shows the technical drawing of the movement inside the Manufactura 1528 model – the time-only piece with the central seconds hand – as we will see more of this movement later on at different stages of completion. This particular drawing is of the mainplate of the watch, and you can see the space for the keyless mechanism and the crown on the lower left corner. The drawing also provides the tolerances for every dimension of every component – this is marked with, for example, ±5, which represents a tolerance of 5 microns (or 5 thousandth of a millimeter). That is incomprehensibly small, and later we will see how this affects actual manufacturing processes.

The next step in production is prototyping, which is done just next door to the R&D department. Above, you see this department – and Ismael, who is one of the two-man team there – and this is where new designs are assembled, from those stacked boxes containing different component packages ready to be assembled and tested. This department is responsible for finding design flaws that would compromise long-term reliability, accuracy, or aesthetic appeal of the finished product.

Once a design is given the green light by the R&D and prototyping departments, it makes its way on to “mass manufacturing” – which probably corresponds roughly to the number major brands make when they are just testing their designs. There are about ten different CNC machines in operation at Julien Coudray, and by looking at that facility above you may rightfully ask, why is this necessary to make just 50 watches a year?
Well, for one, manufacturing everything except the crystals, jewels, and springs in-house necessitates a lot of different machines that must turn out a hundreds of different kinds of components. Furthermore, Julien Coudray also acts as a supplier for external companies, as level of quality in their own pieces enables them to supply parts that meet the strict requirements of other companies.


A very interesting – and just as seldom-seen – aspect of watchmaking is how individual components are made. Images and video footage of watchmakers assembling movements can be frequently encountered, while the actual source of the parts that he or she assembles remains unclear to a great extent. That is of course understandable once we consider the weeks or months of hard work that it takes to develop and test all these components, so brands rightfully wish to keep most details away from the prying eyes of the competition.
What you see above is one of the workstations with those several feet long rods being fed into the milling area where the CNC machine processes them to create parts like the ones you see in the image just above.
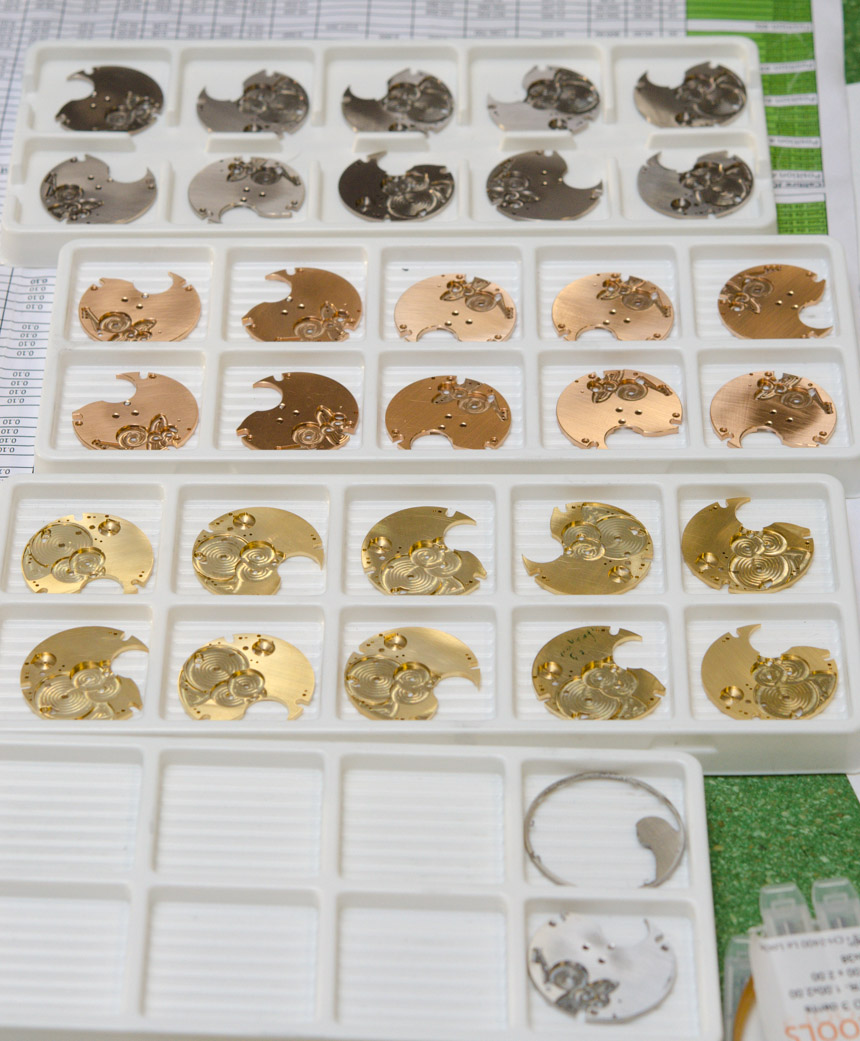
As noted above, at Julien Coudray the base material of the movement always matches that of the case. In the image, you see what this means in practice: from top to bottom white gold, red gold, yellow gold, and platinum mainplates are laid out in their cases, all waiting for further manufacturing processes and then finishing to be performed.

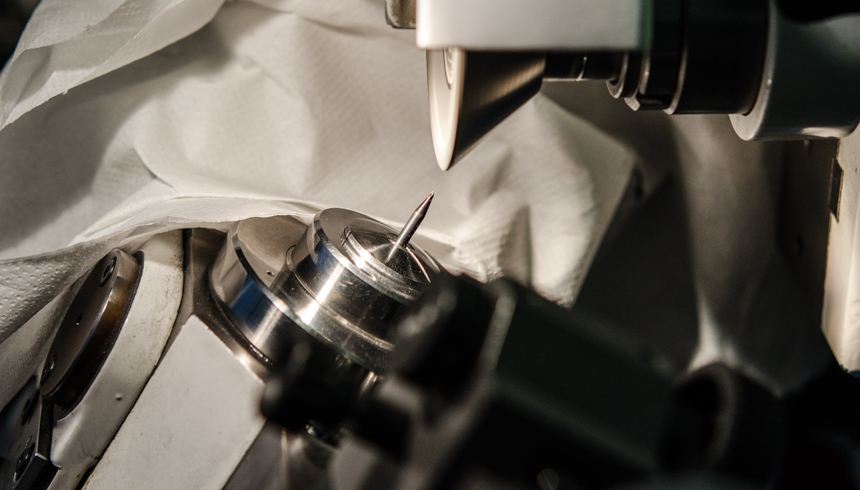
With all components being manufactured in-house, it should come as no surprise that all tools are crafted by the company as well. Generally, plates and bridges are machined with a tolerance of ±5 microns (or 0.00019685 inches), which of course requires cutting tools which are machine made with even greater precision than that – as, quite obviously, one cannot work with a 5 micron tolerance if the tools have a deviation that exceeds 5 microns. Therefore, most tools are manufactured with 1-2 microns of tolerance.

What makes this process extremely important – and more difficult than it likely is at any other brand – is that Julien Coudray extensively works with platinum, a metal which, as any watchmaker will tell you, is infamously difficult to machine. In fact, as the engineer responsible for crafting the tools told me, platinum is so hard that while they can manufacture about 2,000 movements in brass with the same tooling, only in one platinum can be made and then everything has to be re-calibrated! Furthermore, they do not use chatons but rather jewels are set directly into the metal, necessitating very precisely cut holes – if they are too big, the jewels will fall out, if too small, they will crack. The result? Just above you will see the Competentia 1515 and it’s rather stunning tourbillon movement in solid platinum.
Such extreme accuracy is necessary, because all jewels are set directly into the metal, and if bridges or the mainplate have a socket that is too large or too small, the jewel will either fall out of its place or crack. The image further above shows the machine that is used to craft tools, with a digital readout in thousandth of a millimeter, being the only electronic part – everything else, the alignment of the axes and the precision with which the tools are cut are all set mechanically. It certainly is ironic to see how something almost completely mechanical is used to craft possibly the most important components of a “computer numerical control” (CNC) machine.
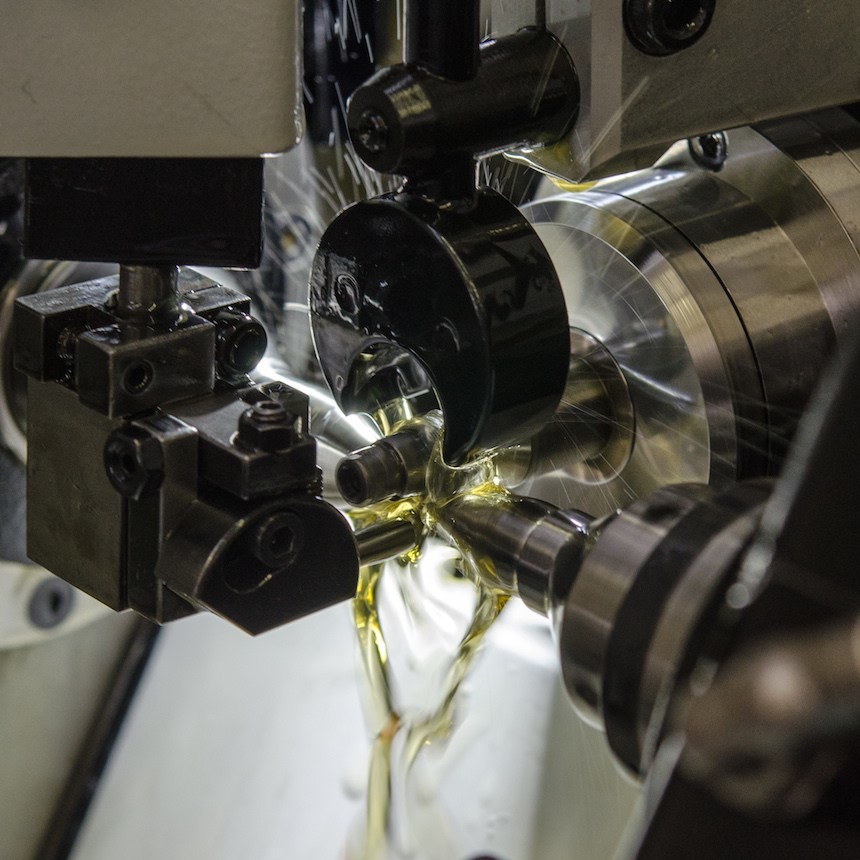
On the image directly above, you see just one of these CNCs from the armada of machines in operation. The moment captured here is when a tiny wheel is held securely in place and is crafted from several different angles to help create its teeth; while bright yellow coolant oil is being constantly added to save the piece and the drills from overheating.
