
 Special aBlogtoWatch Content for H. Moser & Cie.
Special aBlogtoWatch Content for H. Moser & Cie.
In the two previous installments, we looked at some fascinating history during our visit to the H. Moser & Cie. manufacture, only to then discover the exceedingly nerdy and equally impressive ins and outs of how a balance spring is made in-house at H. Moser & Cie. Today, we will finish with the third and last chapter by focusing on five things that H. Moser & Cie. does in-house like few other watchmakers do today – or ever, in fact.

Manufacturing Balance Springs In-House
As we just said, a highly detailed run-down on the entire process accompanied by dozens of highly detailed and insightful images can be found in the article we linked to above. However, to ensure this run-down article makes complete sense, we had to mention the in-house hairspring manufacture because, as we shall see in but a moment, this component plays a major role in what is to come.


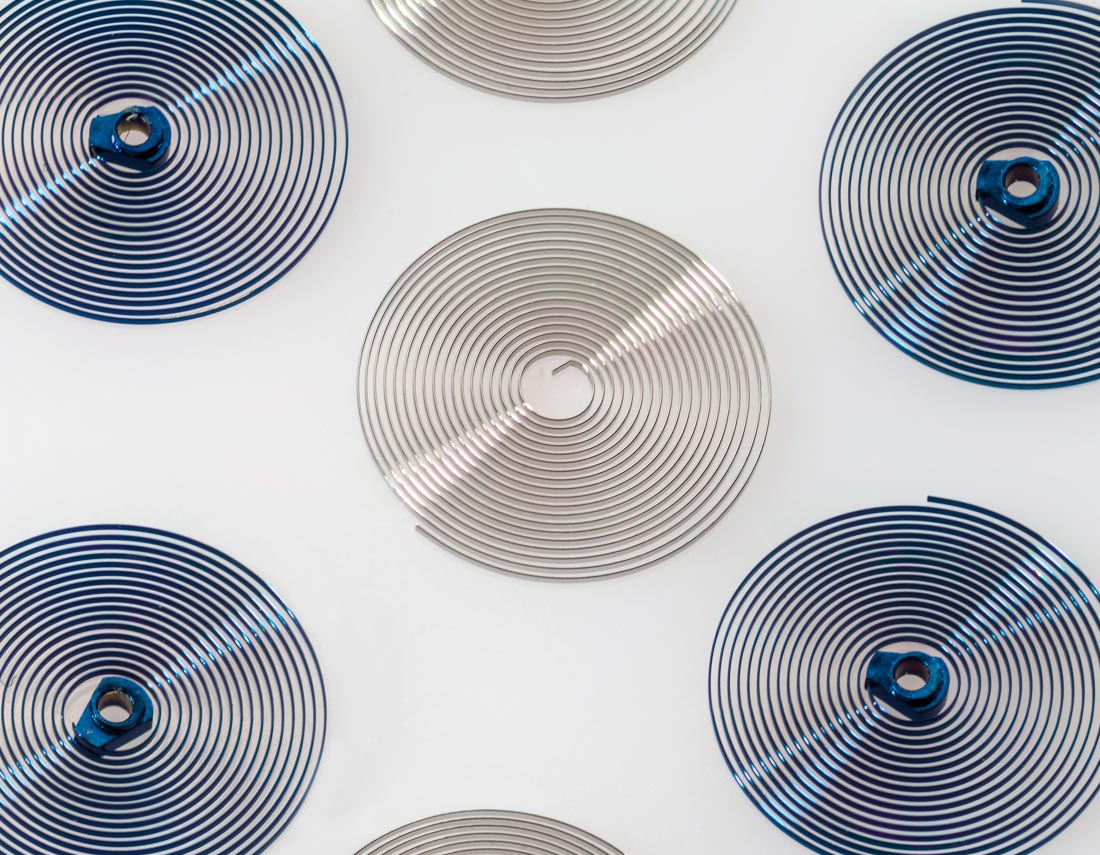
Just one more brief paragraph on this to serve as a kind reminder on the very basics of what we covered there in great detail: the hairspring remains the single most difficult-to-make component of a mechanical watch. The long list of reasons to enforce this claim include this part requiring by far the strictest tolerance and testing when compared to any and all other parts in a watch movement – a tolerance of under 1 micron defines the acceptable range of deviation at the stage of drawing the metal, and a range of +/- 0.00005 mm when rolling it – that is altogether one tenth of a thousandth of a millimeter. Special alloys need to be created and then treated and tested in highly specialized ways that merge high-technology manufacturing processes with age-old Swiss watchmaking know-how perpetuated by specially trained craftsmen. It’s an extremely demanding process, which explains why so few in the industry invest in producing their own hairsprings.

Producing Balance Wheels & Other High-Precision Parts In-House
Although it may come across as natural that a manufacture capable of producing its own hairsprings also makes balance wheels, the two parts couldn’t possibly be more different – and, as such, require entirely different machines and know-how. In fact, producing the two in-house requires not only their respective specialized equipment and staff, but also a third variety of machines and expertise linked to assembling hairsprings and balance wheels. Let us not get so far ahead of ourselves though, and instead first see how a balance wheel is made.


In a very clean and large room, one massive machine is busy feeding a solid 25-30 foot long rod into a highly accurate, multi-axis CNC machine set up pre-programmed specifically to enable it to carve out – with great precision – the small and rather difficult-to-machine parts that balance wheels are.


Coolant lubricant splashes everywhere in a dramatic way as the machine hums away, hiding the working piece somewhere in the tight brace of chunky steel parts and yet more streams of yellow-ish coolant. Switching between tools and cutting techniques, a balance wheel emerges from the solid brass rod, with the wheel spokes already shaped in the typical-for-Moser concave fashion, with even a microscopic hole drilled right in the center to allow for the balance staff to fit.

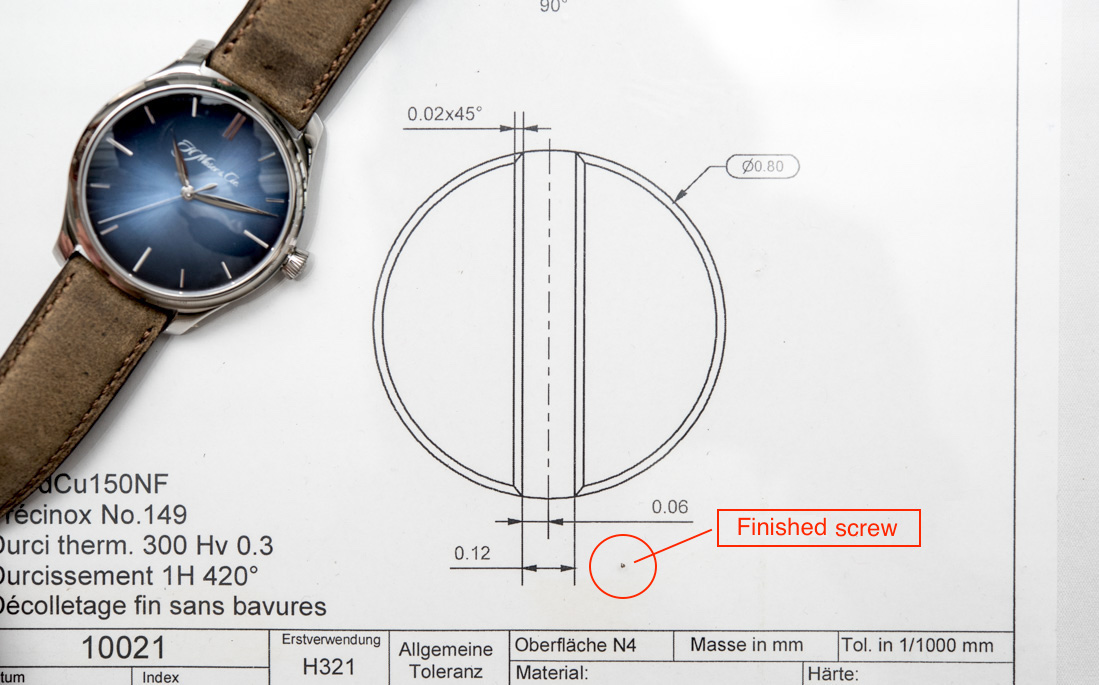
It is also here where, as we said, other genuinely microscopically small parts are produced. A perfect example is the infinitesimal screw that you see above, that has a slot-size of 12/100th of a millimeter, which in turn has a 45° bevelled edge of 2/100th of a millimeter. The manufacturing tolerance for this piece, as is noted on the blueprint pictured directly above, is 1/1000th of a millimeter, that is 1 micron. Be sure to check out the screw in the red circle on the picture – we actually had to highlight it like that so that it isn’t mistaken for a speck of dust.

To get back on track with the making of a balance wheel, the next step involves fitting its balance staff as well as its variable moment of inertia screws in its periphery. Now, having seen the precision with which the wheel and the screws are made, we can really appreciate these parts coming together – and all of that happening under the same roof where H. Moser & Cie. watches are produced. Fortunately for us, the story of the balance wheel and its spring do not end just yet.

A Modular Escapement System
Nearly all H. Moser & Cie. watches with the exception of the quirky-cool Minute Retrograde feature the Moser interchangeable escapement module, as it’s officially called. What this system means is that the escapement was designed in a way that it can be completely assembled and tested entirely separately from the movement it is ultimately going to be fitted into. The end result is a little module that altogether weighs 1.14 grams and contains 59 parts. Let’s see how it came to be.
First requirement is the completion of the balance wheel assembly, meaning the balance wheel with all its components (staff, screws, etc.) and the hairspring with all its components (stud, collet, etc.) are matched. The balance wheels and hairsprings will have to be matched, because, despite the extremely precise manufacturing techniques, a balance wheel from one end of the tolerance spectrum and a balance spring from the other end of its tolerance spectrum, will be extremely difficult to fine-tune in a way that results in solid timekeeping performance. This is to say that when a balance wheel pops out of the machine, and a hairspring leaves the room where its end-curve is adjusted and its components are fitted, these components are still very far away from performing to the accuracy standards of a modern mechanical luxury watch.

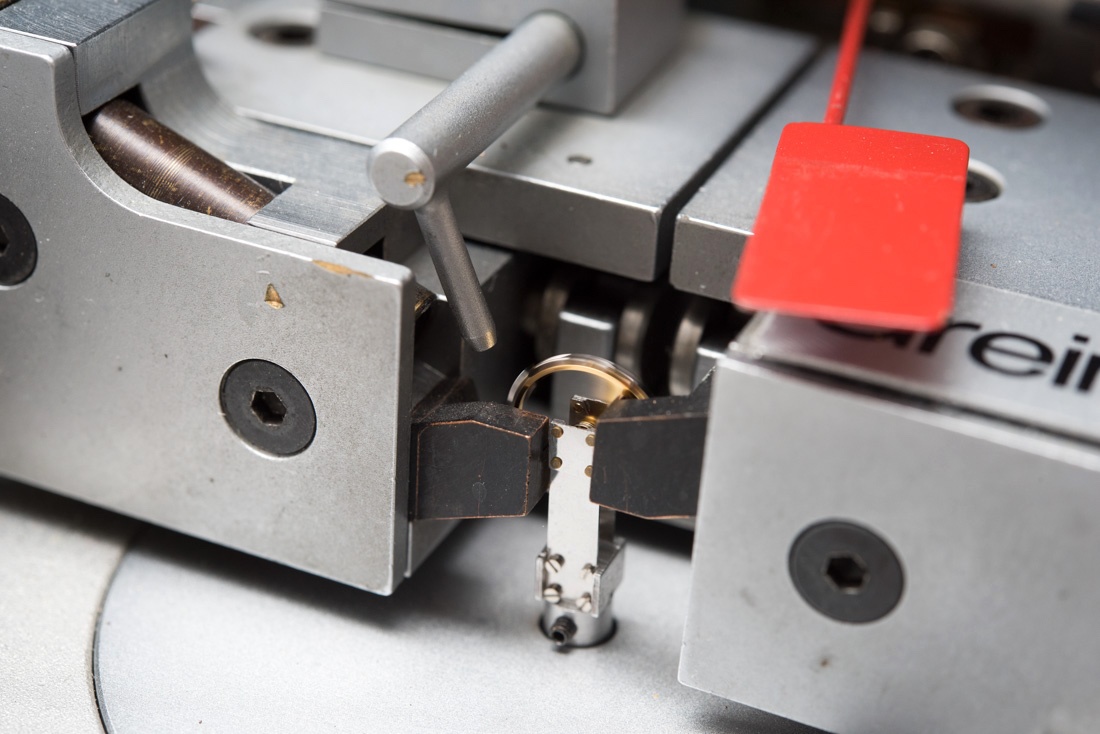
Two things need to happen. First, the balance wheel needs to be balanced out, just like the metal alloys on the wheel of a road car. This is to say that due to inconsistencies in the balance wheel’s material density and, to a lesser extent, the way it has been machined, a balance wheel will be very far away from having a neutral balancing point. It will be heavier on one side and lighter on the other, putting such a strain on the delicate hairspring that it cannot cancel out. Therefore, a specially designed and produced machine is used to securely hold the balance wheel (at this point without its spring), spin it by blowing air at it, determine the extent and exact way of how it is unbalanced, and then carve out a section at the correct spot and depth from its rim. Therefore, a certain amount of material is removed from the heavier side, allowing for the balance wheel to be perfectly poised. See the removed segment in the top right corner of the balance wheel on the image above.

With the balance wheel adjusted, the next step is in utilizing a similar process and checking and fine-tuning the rate of the balance spring, by determining and cutting it to its ideal length. Just like the balance wheel, the spring also isn’t ready after its production process to be fitted into a movement – due to the slightest variations (and we mean imperceptible variations) in its end curve, thickness, or material consistency, the springs themselves need adjusting as well. At H. Moser & Cie., this is done by cutting it precisely to the length at which it breathes in a way that ensures perfect performance.